
Проблемы, связанные с неисправными кольцами
Первым делом, необходимо понять, что кольца пришли в нерабочее состояние. Многие считают, что понять это можно лишь разобрав двигатель, но существует еще один способ. Проследите, как ведет себя Ваш «железный конь». Если для него характерно резкое падение мощности, то это явный признак того, что кольца стерлись.
Вследствие чего возрастает расход топлива, ведь основная масса бензина просто выбрасывается в атмосферу. Следом за топливом начинает расти потребление масла. Кольца перестают справляться со своими задачами, и масло просто остается на стенках цилиндров, а следом и в камеру сгорания. Помимо этого, масло не сгорает, а откладывается на деталях. Слой масла довольно толстый, поэтому теплоотдача между деталями резко понижается, что оказывает пагубное воздействие на механизм в целом.
Если масло просочилось в камеру сгорания, то это будет визуально видно. Дело в том, что при выхлопе газы будут иметь характерный синий оттенок. Конечно, бывают случаи, когда газы и вовсе синие, но это уже говорит о сильном износе всей поршневой системе.
Для того, чтобы произвести замену колец понадобятся не только инструменты в большом количестве, а и ловкость. Естественно, для профессионалов не составит труда произвести замену и при наличии всего лишь двух отверток в своем арсенале, но только не в одиночку. Одному заменить кольца практически невозможно. Еще понадобиться стол, на котором будет располагаться блок цилиндров, так как блок нужно будет несколько раз переворачивать.
Приспособление для снятия поршневого пальца.
На
рисунке 92 изображено приспособление для снятия поршневого пальца. Одним из его узлов является гайка (1) в форме кубика, которая также является и корпусом приспособления. К ней крепится хомут (2), служащий для захват поршня. На хомуте имеется отверстие для свободного выхода поршневого пальца. Палец выпрессовывают из бобышек поршня с помощью винта (3) и двух оправок (4). Вначале в поршневой палец устанавливают маленькую оправку, с помощью которой поршневой палец удаляется наполовину, а затем большую оправку для его полного удаления.
Рис. 88. Съем подшипника
Рис. 89. Выпрессовка детали из отверстия Рис. 93. Регулируемые съемники с двумя и тремя захватами: 1 — коническая гайка; 2 — винт. На
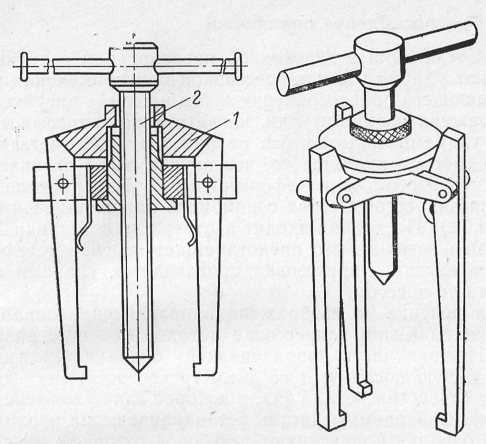
рисунке 93 изображены съемники с двумя и тремя захватами. Нужное положение захватов устанавливается специальной гайкой (1). При работе коническую гайку отворачивают до того, пока два захвата не охватят снимаемую деталь. Конец винта (2) упирают в торец снимаемой детали, а захватами зацепляют деталь. После этого затягивают коническую гайку, фиксируя тем самым положение захватов. Деталь снимают поворотом винта. Съемники изготовляют и с тремя захватами. Три захвата, расположенные под углом друг к другу в 2,1 рад (120°), при работе обеспечивают центральное положение съемника относительно снимаемой детали. Приспособления для сборки Соединения с переходной посадкой или с натягом создают ударами или запрессовкой при применении направляющего приспособления и без него. На
рисунке 94 изображена сборка втулки, когда втулка запрессовывается ударами молотка без ее центровки. Недостатком этого способа является то, что втулка легко перекашивается в отверстии и деформируется. На
рисунке 95 втулка запрессовывается с помощью направляющей оправки (1). Последняя входит в отверстие подставки (2) с малым зазором, что предотвращает перекос и деформацию втулки. Запрессовка производится ударами молотка или прессом. На
рисунке 96 изображена направляющая оправка, применяемая при запрессовке деталей больших размеров. Нижняя часть направляющей оправки (2) имеет скользящую посадку, и ее диаметр соответствует диаметру отверстия детали (1), в которое запрессовывается втулка. Собираемую деталь устанавливают на верхнюю часть оправки и фиксируют резьбовой головкой (3). Затем деталь запрессовывают в отверстие. Для сборки с успехом применяют трубчатые оправки разной формы. На
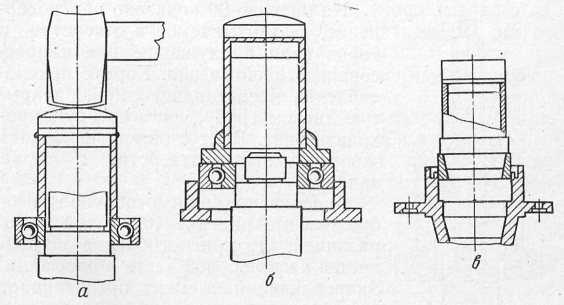
рисунке 97, а показана сборка шарикоподшипника с помощью трубчатой оправки. Оправка изготовлена из более мягкого материала по сравнению с материалом подшипника; при этом ее внутренний диаметр меньше диаметра отверстия подшипника, а толщина стенки на некоторую величину меньше толщины внутреннего кольца подшипника. На верхней части оправки устанавливают головку, служащую для равномерного распределения ударов поде-тали.
Сборка двигателя ВАЗ 2101 до 2107
Продолжаем делать капитальный ремонт двигателя шестерки. Запчасти куплены, блок и коленвал расточен. Остался вроде пустяк, взять и самому дома собрать двигатель, сэкономив деньги на мотористе.
Но, очень много пришлось мне переделывать движков после самоделкиных, и бестолковых мотористов.
Поэтому постараюсь в этой статье объяснить как правильно собрать двигатель, учитывая всякие мелочи, так как, не учитывая эти мелочи, движок долго работать не будет.
Сборку двигателя начинаю с установки коленвала, здесь и надо учесть очень много мелочей.
При сборки двигателя, можно его хорошо помыть, а можно и не мыть, но главное, чтобы внутри двигателя все было чисто, а я зажрался и с наружи принципиально движок не мою, и все это знают. Единственно советую после ремонта двигателя заехать на мойку и там помыть двигатель сверху, если есть желание.
А с другой стороны, мне нравится тот момент, когда приходит хозяин забирать машину после ремонта, открывает капот и видит чумазый двигатель, кривит лицо, но после того как его заводит, расплывается в довольной улыбке.
Перед установкой коленвала, надо установить коренные вкладыши в постель блока двигателя, обязательно тряпкой протрите начисто постели вкладышей перед установкой вкладышей. Чтобы не одой соринки не было между вкладышем и постелью. На фото показано как правильно надо поставить вкладыши в блок дигателя.
Фото. Правильная установка вкладышей в блок двигателя ВАЗ.
После установки вкладышей, обязательно смажьте их маслом.
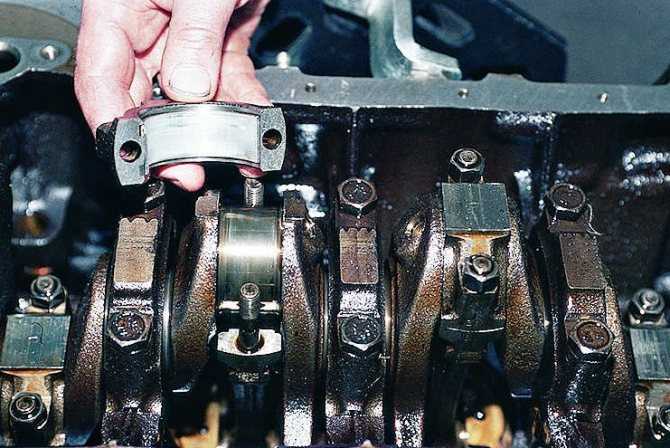
Фото. Установленные упорные полукольца (полумесяцы)
И перед самой установкой коленвала, установите в блок упорные полукольца (полумесяцы), чтобы они не падали смажьте их с маслом. Аккуратно поставьте коленвал на вкладыши и смотрите, чтобы не упали полумесяцы.
Обычно ставлю полумесяцы с латунным напылением, но если у Вас один полумесяц с латунным напылением, а другой с алюминиевым, то со стороны маховика ставьте с латунным напылением.
Фото. Проверка продольного хода коленвала.
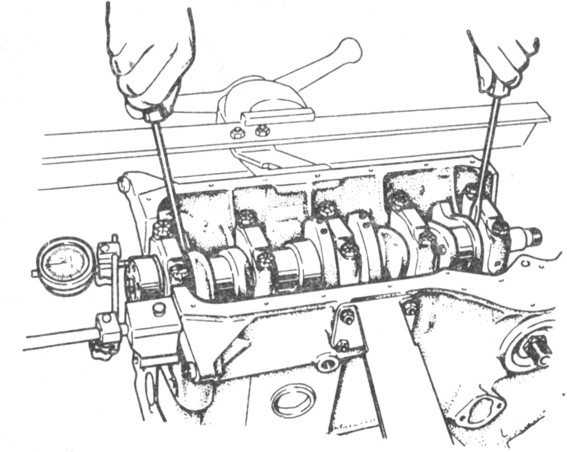
После установки коленвала, обязательно проверти продольный ход коленвала. Обычно добиваюсь чтобы продольный ход коленвала был по нулям, или максимум одну десятую миллиметра. Проверить продольный ход коленвала можно вставляя отвертку между щечками коленвала с разных сторон. Если не учесть продольный ход коленвала, и ход будет большой то выпадут полумесяцы, коленвал будет продольно болтаться в двигателе, при нажатии на сцепление упираться в блок двигателя и грызть метал в блоке. Так как я ремонтом занимаюсь давно, то у меня целая куча рабочих и новых полумесяцев, также продаются специальные ремонтные полумесяцы, они толще стандартных. Поэтому мне легко подобрать полумесяцы чтобы не было продольного хода коленвала. Если после установки стандартных полумесяцев, в коленвале есть продольное перемещение, купите ремонтные полумесяцы, но часто бывает что на ремонтные полумесяцы не садится коленвал, тогда попробуйте поставить один рабочий полумесяц а другой ремонтный, или на точильном камне аккуратно сточите лишний метал с ремонтного полумесяца.
Фото. Проверка коленвала на зажатость.
После того как полумесяцы подобраны, вставьте вкладыши в подушки, и наживите их на коленвале, но сразу сильно не затягивайте, вставьте ключ на коленвал и начинайте затягивать по одной подушки, и после затяжки очередной подушки пробуйте прокрутить коленвал. Подробности проверки и подгонки вкладышей найдете на странице Ремонт коленвала.
Фото. Шатун с поршнем приготовлены к выбиванию пальца.
Подбор запчастей
Перед походом в магазин необходимо выкатить автомобиль на светлое место или использовать для работы фонарь. Нужно открыть крышку моторного отсека (капот), подойти к машине со стороны левого переднего крыла и внимательно осмотреть левую вертикальную стенку блока цилиндров. Именно там, в самом центре, должна быть расположена заглавная латинская буква, обозначающая класс мотора.
Если буквы невидно, значит, двигатель загрязнен. Нужно очистить поверхность силового агрегата от грязи при помощи пескоструйного аппарата и посмотреть снова. Если и после этого буква не появится, значит, ее «съела» коррозия. В этом случае перед походом в автомагазин нужно приобрести нутромер и измерить при помощи этого инструмента реальные размеры каждого цилиндра. Случается, что некоторые мастера растачивают не все цилиндры при капремонте.
Не подвергавшиеся капитальному ремонту и не расточенные двигатели класса А имеют цилиндры диаметром от 79 до 79,01 мм, класса В — от 79,01 до 79,02, класса С — от 79,02 до 79,03, класса D — от 79,03 до 79,04, класса Е — от 79,04 до 79,05 мм. Оригинальные поршни для этих блоков имеют диаметр 78,93, 78,94, 78,95, 78,96 и 78,97 мм соответственно. Это приблизительные цифры, поскольку в реальности имеется допуск в 9 тысячных миллиметра.
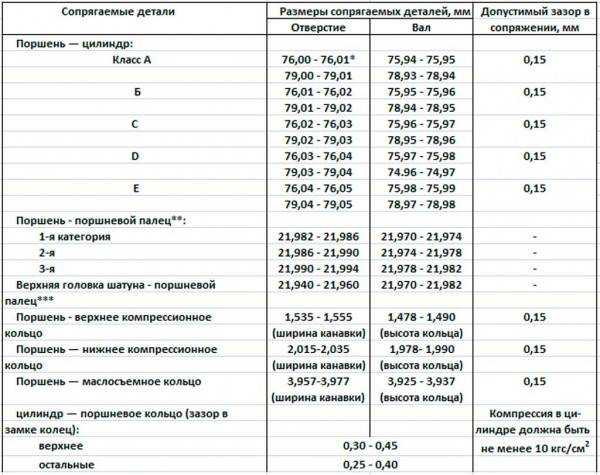
Таблица размеров и допусков деталей двигателя ВАЗ классика
В магазины запчастей поставляются литые поршни классов А, С и D, предназначенные для нерасточенных моторов. Кованые поршни на ВАЗ 2106 изготавливаются на заказ и бывают любых размеров. Основные ремонтные размеры цилиндров мотора ВАЗ 2106 составляют 79,4 (первая расточка) и 79,8 мм (вторая расточка). Диаметры поршней для первой расточки в зависимости от класса (в миллиметрах):







Диаметры поршней для второй расточки:
Почему поршневой палец трудно облегчить?
Первостепенная задача конструкторов современных двигателей – увеличение мощности и, одновременно, снижение веса мотора. Для того, чтобы уменьшить вес всего агрегата, приходится облегчать детали любыми доступными способами.
Облегчить поршневой палец непросто, так как эта деталь постоянно испытывает серьезные нагрузки. Легкие и прочные сплавы, которые можно использовать для производства поршневых пальцев, стоят дорого, и себестоимость изделия существенно увеличивается. В итоге, в большинстве современных двигателей применяются пальцы из легированной стали, такие же, как сто лет назад.
Ремонт поршневой: на что следует обратить внимание
Современные материалы и технологии изготовления деталей позволяют эксплуатировать двигатель в очень напряженных режимах. Максимальная частота вращения коленчатого вала достигает ста оборотов в секунду. Поршень с шатуном при этом дважды за каждый оборот (двести раз в секунду) достигают скорости поступательного движения до 30 м./сек. и столько же раз полностью останавливаются, вызывая огромные циклические инерционные нагрузки (вес при таком ускорении увеличивается более чем в тысячу раз). Поэтому технологи стараются максимально облегчить поршень, изготавливают его из алюминиевого сплава с залитой стальной пластиной, компенсирующей тепловые деформации. Поршень имеет ребра жесткости и твердое анодирование, до огневого пояса, что предохраняет от прогорания днище и канавку верхнего компрессионного кольца. Трение уменьшается самыми прогрессивными марками масел с присадками. Но избежать износа невозможно, поэтому периодически, после определенного пробега производится замена поршневой ВАЗ 2106. Лучше делать это при появлении первых симптомов:
Эксплуатация автомобиля с проявлениями износа, может привести к таким повреждениям, которые потребуют капитального ремонта, отчего многократно возрастет цена.
Как демонтировать поршневую самостоятельно
В первую очередь необходимо тщательно вымыть двигатель, так как после разборки сложно будет предотвратить попадание песчинок и грязи внутрь. Двигатель нужно положить на прочный стеллаж высотой удобной для работы. Подготовить ветошь, набор инструментов и приспособлений:
- торцевые, накидные ключи и головки10 мм.,12 мм.,13 мм.,14 мм.,17 мм.,19 мм.,22 мм., и ключ36 мм.;
- набор тонких плоских щупов;
- нутромер;
- микрометр;
- штангенциркуль;
- динамометрический ключ;
- приспособление для сжатия колец на поршне;
- втулка для установки поршневых пальцев;
- газовая горелка;
- молоток;
- керн;
- переносная лампа;
- большая плоская отвертка.
Последовательность разборки
- Двигатель со снятыми головкой, поддоном и боковыми крышками ложится на бок для возможности доступа к поршням и шатунам. Гаечным ключом36 мм. коленчатый вал проворачивается в положение максимального выдвижения гаек пары шатунов.
- Головкой и длинным воротком нужно открутить по две гайки, крепящие крышку шатуна первого и четвертого цилиндров, можно любого, но более правильно соблюдать выбранную последовательность. Легким постукиванием молотка крышка сдвигается с места, что позволит без усилий ее снять со шпилек. Желательно предварительно с этапами работы познакомиться по видео.
- Снимаются вкладыши с шатунов и крышек. При ремонте ВАЗ 2106 замена поршневых колец производится, начиная с верхнего компрессионного, последовательно снимаются все кольца с поршней, втулкой выбиваются поршневые пальцы. Если есть возможность, лучше воспользоваться прессом. Детали, блок промываются керосином, обдуваются сжатым воздухом, каналы охлаждения и смазки продуваются.
- Шлифованные поверхности протираются и проверяются на наличие повреждений. Для осмотра используется переносная лампа, меняя угол освещения удобно рассмотреть мелкие царапины. Трещины не допускаются, при их обнаружении придется заменять детали с браком, в том числе и блок.
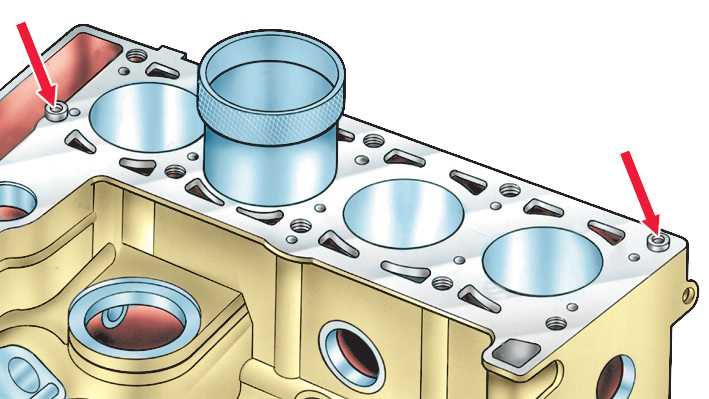
- Измерение износа производится нутромером в четырех плоскостях, расположенных от верхней плоскости на расстоянии 5мм., 15 мм., 50 мм. и 90 мм. В каждой плоскости производится два замера в перпендикулярных направлениях.
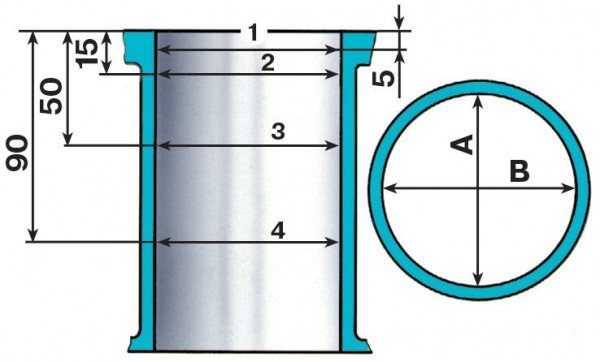
Схема плоскостей измерения диаметра цилиндров
В зоне первой плоскости цилиндр практически не изнашивается, поэтому разница размеров покажет степень износа. Если износ превышает 0, 15 мм., или на стенках цилиндров имеется выработка или царапины, блок необходимо расточить до их полного удаления и довести до нужного размера и класса чистоты хонингованием.
Когда необходима замена поршней на ВАЗ 2106 расточка цилиндров производится в один из пяти стандартизованных размеров, определяющих класс точности, обозначаемых латинскими буквами:
После расточки цилиндров определяется размер подходящих ремонтных
(расчет):
Регулируемый размер можно вычислить по формуле:
А = 0,5(D-В-С+27) мм, где В – это длина поршневого пальца;
С – расстояние между внутренними торцами бобышек поршня;
D – диаметр цилиндра;
27- ширина верхней головки шатуна (выдерживается точно).
Пример расчета: D=79; В=67,3; С=31,2.
Если в этом случае использовать приспособление рекомендуемое производителем 02.7853.9500, то этот размер должен быть равен 4.7 мм.
При этом винт 7 должен затягиваться неплотно. Так как его плотное затягивание может привести к заклиниванию.
Во время запрессовки поршневого пальца следите за тем, чтобы поршень плотно прижимался к верхней головке шатуна.
Работы должны проводиться очень быстро, потому что головка шатуна очень быстро охлаждается, что, в конце концов, приводит к тому, что палец займет неправильное положение и изменить его будет нельзя.
Операция должна проводиться очень быстро, так как быстро охлаждающийся шатун может «схватить» палец до полной его запрессовки, а в охлажденном шатуне положение пальца уже не изменить.
“>
Ремонт шатунов УАЗ-3151
Ремонт шатунов сводится к замене втулки верхней головки и последующей обработке ее под поршневой палец номинального размера или к обработке, имеющейся в шатуне втулки под палец ремонтного размера
В запасные части поставляются втулки одного размера, изготовленные из бронзовой ленты ОЦС4–4–2,5 толщиной 1 мм.
При запрессовке новой втулки в шатун обеспечьте совпадение отверстия во втулке с отверстием в верхней головке шатуна.
Отверстия служат для подачи смазки к поршневому пальцу.
После запрессовки втулки уплотните ее внутреннюю поверхность гладкой брошью до диаметра 24,3+0,045 мм, а затем разверните или расточите под номинальный или ремонтный размер с допуском +0,007 –0,003 мм.
Например, втулку разверните или расточите под палец номинального размера до диаметра 25 +0,007–0,003 мм или под палец ремонтного размера до диаметра 25,20 +0,07 –0,003 мм.
Расстояние между осями отверстий нижней и верхней головок шатуна должно быть (168±0,05) мм ;
допустимая непараллельность осей в двух взаимно перпендикулярных плоскостях на длине 100 мм должна быть не более 0,04 мм; овальность и конусность не должны превышать 0,005 мм.
Чтобы выдержать указанные размеры и допуски, разверните втулку верхней головки шатуна в кондукторе.
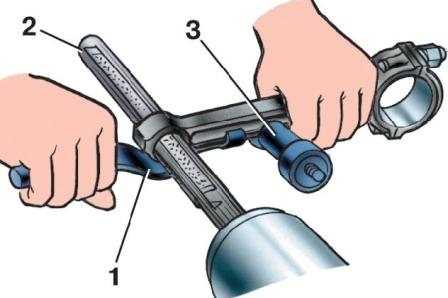
Рис. 1. Доводка отверстия в верхней головке шатуна: 1 – державка; 2 – шлифовальная головка; 3 – зажим
После развертывания производите доводку отверстия на специальной шлифовальной головке, держа шатун в руках (рис. 1).
Шлифовальные бруски головки установите микрометрическим винтом на требуемый ремонтный размер.
Шатуны, отверстия под вкладыши в нижней головке которых имеют овальность более 0,05 мм, подлежат замене.
Замена и ремонт поршневых пальцев
Ремонтные размеры поршневых пальцев и номера комплектов приведены в табл. 2
Для замены поршневых пальцев без предварительной обработки отверстий в поршне и в верхней головке шатуна применяются поршневые пальцы, увеличенные по диаметру на 0,08 мм.
Применение пальцев, увеличенных на 0,12 мм и 0,20 мм, требует предварительной обработки отверстий в бобышках поршня и в верхней головке шатуна как описано выше.
Рис. 2. Снятие стопорного кольца поршневого пальца









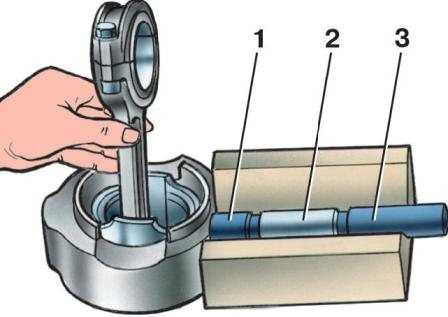
Рис. 3. Приспособление для выпрессовки и запрессовки поршневого пальца: 1 – направляющая; 2 – палец; 3 – плунжер
Перед выпрессовкой поршневого пальца извлеките из поршня стопорные кольца поршневого пальца плоскогубцами, как показано на рис. 2.
Выпрессовку и запрессовку пальца производите на приспособлении, как показано на рис. 3.
Перед выпрессовкой пальца нагрейте поршень в горячей воде до 70°С.
Ремонт поршневых пальцев состоит в перешлифовке их с больших ремонтных размеров на меньшие или в хромировании с последующей обработкой под номинальный или ремонтный размер.
Пальцы, имеющие изломы, выкрашивания и трещины любого размера и расположения, а также следы перегрева (цвета побежалости) ремонту не подлежат.
Сборка шатунно–поршневой группы
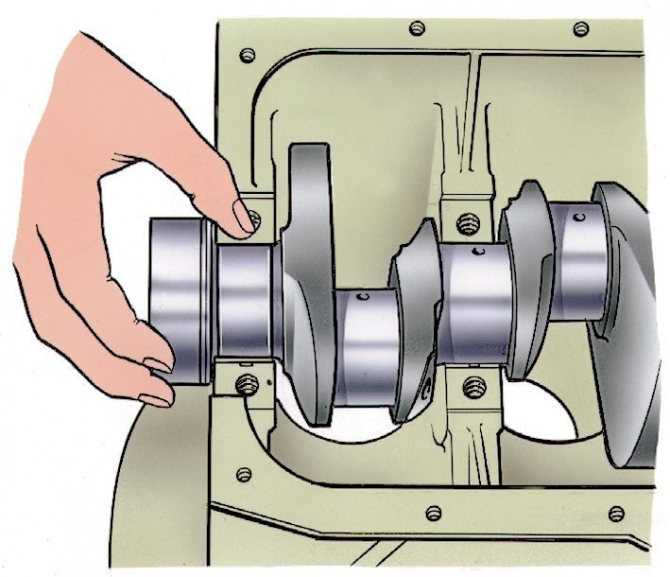
Рис. 4. Подбор поршневого пальца
Поршневой палец к верхней головке шатуна подбирайте с зазором 0,0045 – 0,0095 мм.
При нормальной комнатной температуре палец должен плавно перемещаться в отверстии верхней головки шатуна от усилия большого пальца руки (рис. 4).
Поршневой палец при этом должен быть слегка смазан маловязким маслом.
Палец устанавливайте в поршень с натягом 0,0025–0,0075 мм.
Практически поршневой палец подбирается таким образом, чтобы при нормальной комнатной температуре (20°С) он не входил бы в поршень от усилия руки, а при нагревании поршня в горячей воде до температуры 70°С входил бы в него свободно.
Поэтому перед сборкой поршень нагрейте в горячей воде до 70°С.
Запрессовка пальца без предварительного подогрева поршня приведет к порче поверхности отверстий в бобышках поршня, а также к деформации самого поршня.
Сборку шатунно-поршневой группы производите на том же приспособлении, что и разборку (см. рис. 3).
Для обеспечения правильной балансировки двигателя разница в весе установленных в двигатель поршней в сборе с шатунами не должна превышать 8 г.
Стопорные кольца поршневого пальца должны сидеть в своих канавках с небольшим натягом. Не применяйте кольца, бывшие в употреблении.
Поршневые кольца устанавливайте на поршень, как указано в статье «Как заменить поршневые кольца УАЗ-3151».
Учитывая сложность подбора поршневого пальца к поршню и шатуну (для обеспечения номинальных посадок), поршни поставляются в запчасти в сборе с поршневым пальцем, стопорными и поршневыми кольцами.
↑ Порядок замены поршней на ВАЗ 2106
Извлекаем поршень с шатуном из блока цилиндров.
В нижних головках и крышках шатунов установлены сталеалюминиевые вкладыши.
От проворачивания их удерживают замки, входящие в прорези постелей.
Зажимаем шатун в тиски и, разжимая, снимаем верхнее и нижнее компрессионные кольца. При их последующей установке метка «ВЕРХ» или «ТОР» должна быть направлена к днищу поршня.
Надписи на кольце может и не быть, но нижнее компрессионное кольцо всегда устанавливается фаской вниз.

Снимаем маслосъемное кольцо с расширителем.
Установив поршень на деревянную оправку с отверстием или удерживая на весу, выбиваем палец.
Собираем шатунно-поршневую группу в обратной последовательности.
Подбираем новый поршень. Класс поршня обозначается буквой, а категория пальца – цифрой (см. таблицу сопрягаемых деталей).
Зазор между поршнем и цилиндром у новых деталей составляет 0,05–0,07 мм. При износе максимально допустимый зазор – 0,15 мм.
Правильно подобранный, смазанный моторным маслом палец должен входить в отверстия поршня под усилием большого пальца руки и не выпадать из поршня в вертикальном положении.
Установка поршневых колец
Установив кольцо в цилиндр, набором щупов проверяем зазор в его замке. Он должен быть 0,25–0,40 мм для всех колец. Если зазор повышенный, необходимо заменить кольца.
Зазор между кольцом и канавкой поршня проверяем также набором щупов. Для верхнего компрессионного кольца он должен быть 0,045–0,077, нижнего – 0,025–0,057, маслосъемного – 0,020–0,052 мм. Предельно допустимый зазор при износе – 0,15 мм.
Устанавливаем в поршневые канавки кольца, затем ориентируем их следующим образом:
- замок верхнего компрессионного кольца ориентируем под углом 45° к оси поршневого пальца;
- замок нижнего компрессионного кольца разворачиваем относительно замка верхнего кольца в противоположную сторону;
- замок маслосъемного кольца ставим на 90° относительно замков других колец. При этом стык его расширителя должен находиться с противоположной стороны замка самого кольца.
Установка пальца
Разогреваем верхнюю головку шатуна до 240°С, зажав его в тисках.
Палец можно предварительно охладить в морозильной камере.
Надеваем на шатун поршень и при помощи оправки быстро запрессовываем палец.
Маркировка на поршне, шатуне и крышке
Цифры на шатуне и его крышке, указывающие номер цилиндра, должны находиться с одной стороны и совпадать.
Метка «П» на поршне должна быть направлена к передней части блока цилиндров.
Процесс установки коленчатого вала
Перед установкой коленвала на ВАЗ 2106 нужно вымыть, почистить и высушить блок цилиндров. И только после этого начитать процесс.






Инструменты
Для выполнения установки понадобятся следующие инструменты:
- набор ключей;
- набор отверток;
- микрометр;
- расходные материалы (вкладыши, сальники, полукольца);
- динамометрический ключ.
Набор инструментов для ремонта
Если на поверхности вкладышей обнаружены дефекты в виде царапин, задиров, следов износа, их необходимо заменить. Вкладыши нельзя подгонять. При дальнейшем использовании снятых вкладышей нужно проверить зазор между ними и коренными, а также шатунными шейками коленвала. Для коренных допустимый размер — 0,15 мм, для шатунных — 0,10 мм. Если размеры превышают допустимые, вкладыши меняют на большей толщины после расточки шеек. Если правильно отшлифованы шейки и подобраны соответствующие вкладыши, то коленчатый вал должен свободно вращаться.
Сальники, обеспечивающие герметичность коленвала, меняются независимо от того, сколько они простояли. Полукольца, также как и вкладыши, нельзя подгонять. Если обнаружены задиры и царапины, полукольца меняют. Их также меняют в случае, если осевой зазор коленвала больше максимально допустимого, который составляет 0,35 мм. Подбор новых колец осуществляется согласно номинальной толщины или с толщиной, увеличенной на 0,127, чтобы осевой зазор находился в пределах 0,06-0,26 мм.
Этапы
Установка коленчатого вала на ВАЗ 2106 производится в следующей последовательности:
- Сначала запрессовывается опорный подшипник первичного вала.
- Далее надо установить новые вкладыши. Коренные вкладыши устанавливаются необходимого ремонтного размера. Шатунные одинакового размера, поэтому взаимозаменяемы. При установке нужно следить за тем, чтобы не перепутать вкладыши Шатунные вкладыши меньше коренных по диаметру и не имеют кольцевых канавок.
- Затем нужно вмонтировать упорные полукольца в постель 5-го коренного подшипника. При этом канавки должны быть направлены к коленчатому валу. Полукольца подбираются согласно допускам.
Замена изношенных деталей
Коренные и шатунные шейки нужно смазать моторным маслом.
Теперь коленвал следует уложить в блок.
По меткам устанавливаются крышки подшипников. Поверхность подшипников и шеек следует хорошо вытереть чистой ветошью. При установке крышек нужно следить, чтобы стрелки, нанесенные на них, были направлены вперед по силовому агрегату. Болты крепления нужно подмазать моторным маслом и затянуть с моментом 68-84 Нм.
Далее монтируются шатунные вкладыши и крепятся шатуны. Момент затягивания не должен превышать 54 Нм.
Проверяем вращение коленчатого вала, он должен вращаться свободно, легко без люфтов и заеданий.
Затем нужно установить задний сальник коленчатого вала.
Далее на блок устанавливается поддон картера двигателя.
При шлифовке в любом случае необходима замена переднего сальника. Его нужно устанавливать на блок вместе с крышкой.
Затянув переднюю крышку, можно устанавливать шкив коленвала.
Затем на силовой агрегат устанавливается промежуточный вал, детали ГРМ и ГБЦ.
Затем нужно отрегулировать натяжение цепи.
Далее устанавливаются метки на распредвале и коленвале.
Затем монтируются оставшиеся детали и узлы двигателя.
После установки ремня генератора необходимо отрегулировать его натяжение.
На последнем этапе устанавливается и регулируется зажигание.
При установке прокладок следует использовать герметик, чтобы обеспечить надежную герметизацию и исключить протекание рабочих жидкостей при дальнейшей эксплуатации автомобиля.
Таким образом, ремонт коленвала на ВАЗ 2106 может выполнить даже водитель с небольшим опытом ремонтных работ, при этом значительно можно сэкономить на услугах автосервиса.
Установка поршневого пальца
Установка фиксированного поршневого пальца
Для установки фиксированного пальца шатун необходимо нагреть в муфельной электрической печи до температуры 240? С. (При отсутствии муфельной печи шатун часто нагревают на простой электрической плитке). Шатун быстро охлаждается, а палец необходимо в осевом направлении устанавливать очень точно, поэтому делайте это только с применением специального приспособления. Необходимо помнить, что для каждого диаметра поршня существует своё приспособление, хотя все они похожи друг на друга, некоторые размеры приспособлений отличаются, но на глаз это не видно. Установите палец на приспособление
Принимая все меры предосторожности, извлеките нагретый шатун из муфельной печи шатун и быстро закрепите его в тисках. При помощи специального приспособления вставьте палец в поршень и шатун, строго выполняя указания Руководства по ремонту
Делать всё необходимо быстро, поскольку шатун очень быстро остывает. А после того как шатун остынет, изменить положение пальца не получится.
- Рукоятка приспособления
- Центрирующий фланец пальца
- Устанавливаемый палец
- Направляющая втулка
- Колпачковая гайка
Специальное приспособление для установки поршневого пальца автомобиля ВАЗ.
Вазовский “один и семь”
ВАЗОВСКИЙ «ОДИН И СЕМЬ»
ВАЗОВСКИЙ «ОДИН И СЕМЬ»
Среди автомобилистов бытует мнение, что новый, 1,7-литровый двигатель «Нивы» — всего-навсего «расточенный» мотор VAZ 2121 рабочим объемом 1,6 л. На самом же деле 21213 — по сути, новый агрегат. О нем рассказывает начальник отдела исследований и доводки двигателей ГДР ВАЗа
Новый двигатель задумывался как самый мощный для престижной в то время «семерки» — соответственно, его индекс в конструкторской документации был 21073.
В нынешнем виде мотор на заднеприводные модели так и не попал, зато оказался весьма кстати модернизированной «Ниве», заметно повысив ее энерговооруженность или, говоря проще, добавив резвости. Возросший крутящий момент (см. табл. 1) и иная его характеристика позволили уменьшить с 4,1 до 3,9 передаточные числа главных пар, ввести пятую, повышающую ступень в коробке. Реальный результат — лучшие динамические показатели модернизированной «Нивы»: разгон до 100 км/ч за 19. 21 с (был — 23. 25) при том же примерно расходе топлива. И, конечно, большая мощность позволяет развить максимальную скорость повыше — 137 км/ч (было — 132 км/ч). Новое свое обозначение мотор заимствовал у автомобиля VAZ 21213.
Пока речь шла о двигателе с карбюратором, а есть еще вариант с центральным впрыском топлива. Его, кроме «нив», ставят на классические «жигули» (модели 21214, 21074, 21044), а наши автолюбители знакомы с ними лишь благодаря реэкспорту.
Поршневые кольца. Какие лучше?
Шатунно-поршневая группа на ВАЗ 2106 состоит из поршня, шатуна, поршневых колец и поршневого пальца. Поршневые кольца различаются по назначению: на компрессионные и маслосъемные. Первые не дают проникать газам из камеры сгорания в картер. Маслосъемные, снимая остатки масла с цилиндров, препятствуют его проникновению из картера в камеру сгорания. В свободном состоянии кольца имеют больший диаметр, чем внутренний диаметр цилиндра. Поэтому на кольце имеется вырез, называемый замком.
В цилиндрах высокого качества используются узкие кольца, которые снижают трение и предотвращают вибрацию на высоких оборотах двигателя. Но из-за большой нагрузки они быстро изнашиваются сами и ускоряют износ цилиндров. Поэтому более популярны широкие кольца, так как они надежнее. Особенностью поршневых колец является то, что после миллионных циклов они должны сохранять упругость и обеспечивать уплотнение. Поэтому для их изготовления должен использоваться материал, имеющий низкие коэффициенты трения и износа.
Первые изделия стали изготавливать из ковкого чугуна, который имеет хорошие рабочие характеристики благодаря своей пористой структуре. Следующим материалом стал применяться пластичный чугун, который упруго деформируется, что облегчает посадку изделий на поршень.
Еще одним материалом, из которого изготавливаются кольца, является чугун, покрытый твердым хромом. Эти изделия необходимо тщательно подбирать при замене, так как у них малая пластичность. Но при этом они имеют высокую износостойкость даже в условиях повышенного давления и высоких температур. Их применяют на форсированных двигателях. Существуют еще кольца из нержавеющей стали, которые по характеристикам схожи с хромированными деталями, но имеют более продолжительный срок службы.
На эффективность работы кольца, кроме материала влияет его расположение и конструкция. Если изделие немного перекручено, то быстрее идет его притирание со стенками цилиндра. Компрессионные кольца с L-образным участком, способствуют развитию дополнительного усилия, прикладываемого к стенкам цилиндров при высоком давлении.
Таким образом, определяясь, какие ставить поршневые кольца на ВАЗ 2106, нужно учитывать следующие факторы:
- ширину;
- материал;
- конструкцию.
https://youtube.com/watch?v=HHbj-DPZDOM



